|
<menuitem id="0vzyq"></menuitem>
<small id="0vzyq"></small>
|
|
| |
|
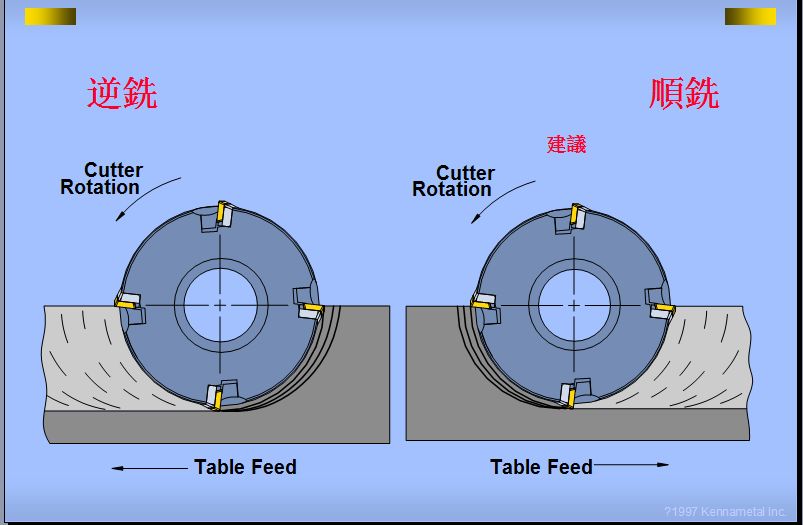
多面切削機床的順銑和逆銑的區別
日期:2017-12-20 瀏覽:249
在使用多面切削機床對工件進行銑方時,一般會用到兩種方法:順銑和逆銑,銑刀切入工件的方向與工件的進給方向相同的稱之為順銑,反之若方向相反則稱之為逆銑。顧名思義,順銑時每齒的切削厚度由最大鑄件減小為零,逆銑時的銑削厚度從零逐漸增大。兩種銑削方法各有優缺點,我們平常操作需要采取什么樣的銑削方式呢,下面簡單分析一下:
順銑的切削厚度逐漸減少至零,刀具使用壽命比較長,加工表面精度較高,產生垂直向下的銑削分力,有助于工件的定位夾緊,若工件表面較硬時,不宜采用順銑。當工作臺與螺母之間存在反向間隙時,工作臺可能會竄動,導致加工精度的丟失。進行逆銑時,切削厚度逐漸增大,對刀具的使用壽命造成較大的影響,且加工表面精度不能有所保證。工作時產生的向上的銑削分力可能導致工件的移位。但于對工作臺的反向間隙沒有太大影響。
綜上所述,具體選用順銑還是逆銑需要根據加工工件本身來判斷,在進行金屬加工時,由于工件表面較硬,且采用的直線導軌存在反向間隙,采用逆銑方式更加適合。這就需要在吃刀量和加工精度之間選取一個能夠接受的尺度。龍口市藍牙數控裝備有限公司在多面切削機床的研發制造上有著20年的專業經驗,長久以來,藍牙裝備都是根據用戶的需求來量身打造精品機床。良好的售后服務也免除了您的后顧之憂,歡迎來電咨詢業務,全國統一客服電話:400-1866-068。

 全國熱線:15963530678
全國熱線:15963530678 傳真熱線:0535-8857485
傳真熱線:0535-8857485 Q Q咨詢:
Q Q咨詢: 企業郵箱:
企業郵箱: